
脫腊鑄造流程圖
 點擊圖片放大
點擊圖片放大商品名稱:
脫腊鑄造流程圖
脫腊鑄造流程圖
詳細介紹:






脫腊爐






射腊流程
將液態腊在定溫定壓之下,注射到模具內,等待冷卻即形成腊品。
模具材質為鋁合金7075
組樹
將腊件黏在模頭之上成為腊串,並鎖上把手,以便作沾漿作業。
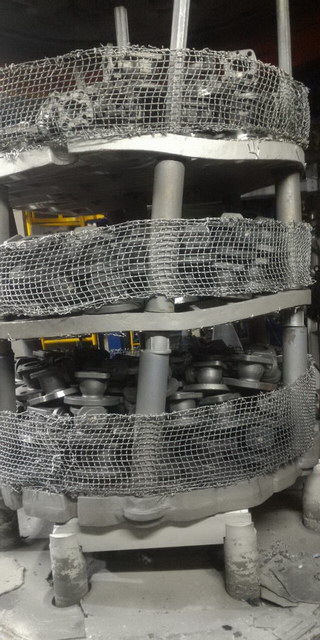
沾漿流程
腊串先沾漿液,再沾耐火砂形成一層殼模,如此依鑄件大小重複做4.5層或5~6層半厚度的殼模。
脫腊流程
等待殼模乾燥後再送進鍋爐以高溫蒸氣加熱加壓將腊與殼模分離,留下我們需要的殼模!!(腊可回收再利用)

脫腊爐
燒結流程
把殼模送進燒結爐以1100度以上高溫燒結預熱,使之內部無殘留腊液、水氣接著才能進行澆鑄。(一般殼模看似乾燥但砂礫中還有結晶水須以高溫燒結約一小時去除水氣

材質分析
澆鑄前材質分析成分是否於規範內。

澆 鑄
將鋼液倒入燒解過的殼模當中,待其自然冷卻再行去殼。(一般澆鑄溫度視材質而定約1550度~1650度,每爐約可熔解160kg~200kg)

225KW 高週波熔解爐
去殼(震殼)
利用物理方式,以震殼機將鑄件表面殼模做除去的動作。

銑 砂
利用物理方式,以洗砂機將鑄件表面殼模做除去的動作(下圖為吊銑)(一般以輪葉將鋼珠甩出擊打鑄件表面以達到去殼的效果)

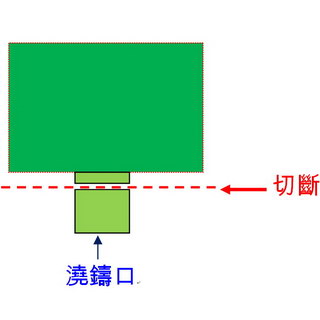
切 斷
以切斷機切下我們需要的鑄件,而模頭部份則可回收再利用。
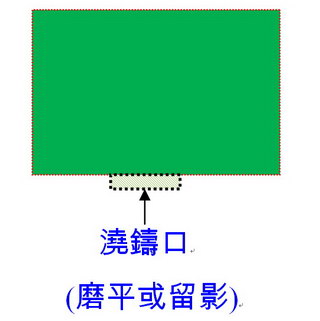
研磨澆口
切斷後澆口部分不夠平整,這時我們會依照客戶需求將澆口加以處理。(EX:留影、磨平…)
真空熱處理
淬水固溶化

更多商品

品質檢驗
● 先以目視外觀檢查有無缺點,再以游標卡尺或量具測量檢查。 ● 經過多道程序檢驗完畢,最後做外觀檢查後即能出貨。 量 測 外觀檢查 成 品
檢驗設備
手持式探測3D測量儀藉由紅外線感測元件,快速量測工件之幾何公差及相關對正位置。 分光儀 依鑄件材質做檢測、分析檢視成份是否符合規範。(每種金屬均由許多元素組合而成,例如碳C、鎳Ni、鉬Mo、矽Si…等,所以需用分光儀來分析各種成分。) 拉力試驗機 檢測各材質之抗拉強度、延伸率、斷面縮率是否符合國際規範。(它是屬於一種拉斷之破壞測試) 硬度計 熱處理前或後依規範檢測鑄件之硬度值。(一般以洛氏硬度HRC或HB 為規範之標準) 衝擊試驗機 金屬破壞測試,依規範檢測是否達到標準。(主要檢測衝擊值是否達到標準它是屬於破壞測試) 肥粒鐵分析儀 鐵素體含量測試(FN%) 高度規 量測高度使用 分厘表 量測圓外徑、圓孔徑、小孔徑、溝槽寬、深度。
已驗證之證書
PED歐盟壓力容器認證 ISO 9001:2000 DNV.GL挪威造船認證 BV法國驗船認證 LR英國勞氏驗船認證
凡而類
管路對焊側蓋 三片式凡而本體 三片式凡而本體
法蘭類
一片式法蘭本體 一片式法蘭側蓋 二片式法蘭本體 二片式法蘭側蓋 冷凍閥之鑄件本體
船用五金
船用五金 船用五金
一般五金
氣槍零件 腳踏車零件 打包機零件 齒形傳動切刀 水泵浦本體 水泵浦葉片 汽車零件 剪刀柄 扣件 水上摩托車噴嘴環 門板後扣 玻璃夾 建築用五金零件 製鞋機零件 踏板扣件 汽車用齒輪座 樂器按鍵 農機零件 伸縮門離合器 洗砂機輪葉片 汽車輪胎拆除器 五金零件
手工具
氣動手工具主軸 釘槍本體 釘槍嘴 腳踏車斷鍊器 端子夾
